These Core Tools, in existence since the 1990’s, are key elements of an effective and efficient quality management system to meet your Customers needs and expectations. They include the Advanced Product Quality Planning & Control Plan (APQP), Failure Mode and Effects Analysis (FMEA), Statistical Process Control (SPC), Measurement System Analysis (MSA), and Production Part Approval Process (PPAP)
Many automotive OEMs and their suppliers require use of the Core Tools as part of the IATF 16949. These tools have also been successfully implemented by other industries (i.e. General Manufacturing – ISO 9001, Aerospace/Defense – AS 9100, Medical – ISO 13845, Telecommunications- TL 9000, etc.). This integrates well to create a synergy within existing Quality Management Systems (QMS), Continuous Improvement, Six Sigma and Lean efforts.
These Core Tools, in existence since the 1990’s, are key elements of an effective and efficient quality management system to meet your Customers needs and expectations. They include the Advanced Product Quality Planning & Control Plan (APQP), Failure Mode and Effects Analysis (FMEA), Statistical Process Control (SPC), Measurement System Analysis (MSA), and Production Part Approval Process (PPAP)
Many automotive OEMs and their suppliers require use of the Core Tools as part of the IATF 16949. These tools have also been successfully implemented by other industries (i.e. General Manufacturing – ISO 9001, Aerospace/Defense – AS 9100, Medical – ISO 13845, Telecommunications- TL 9000, etc.). This integrates well to create a synergy within existing Quality Management Systems (QMS), Continuous Improvement, Six Sigma and Lean efforts.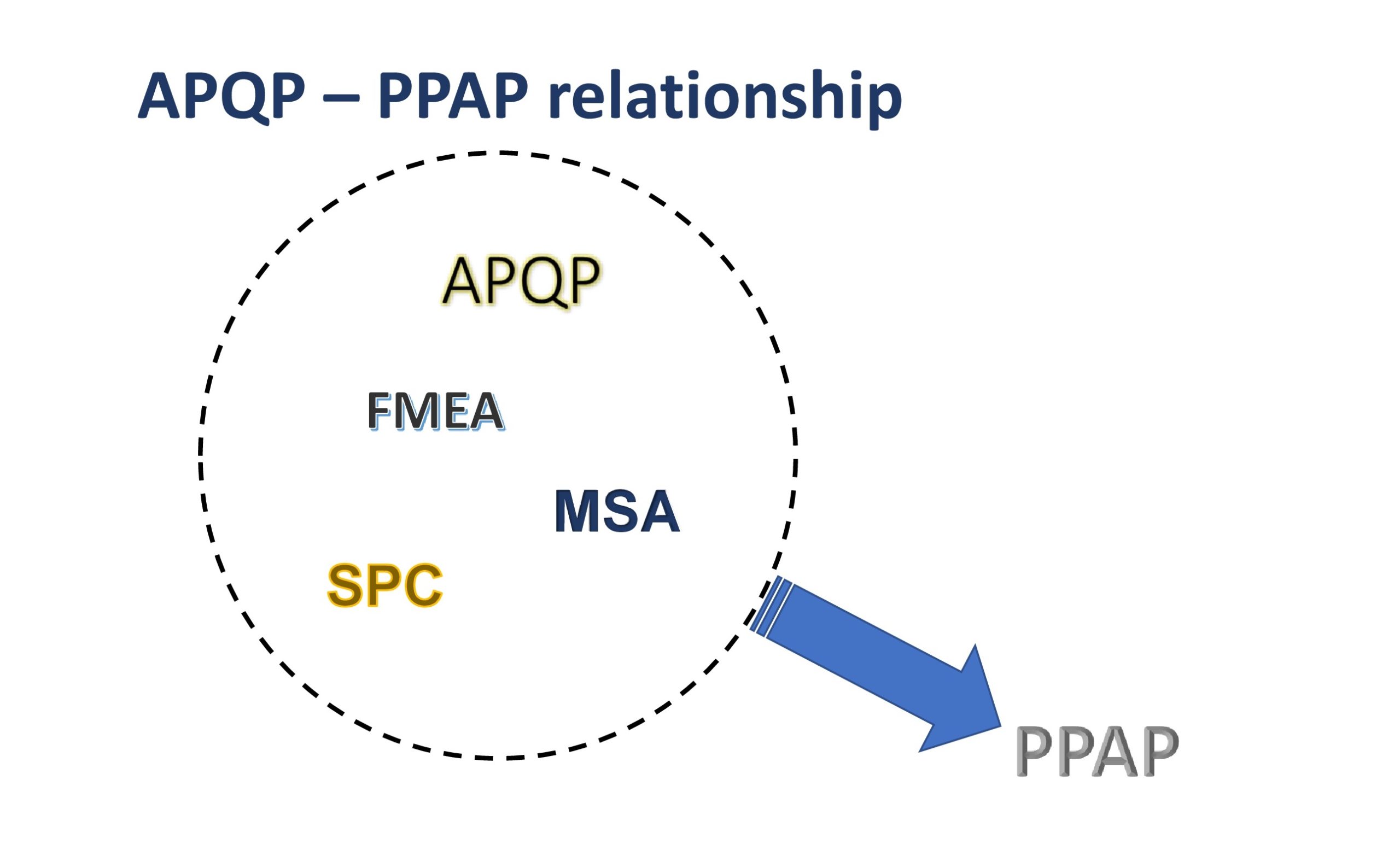 Professionals that benefit from training in the Core Tools includes those in Project Management, Engineering, Manufacturing, Quality Assurance, etc.
Teams that have these competencies can successfully manage their key processes. This provides confidence to their Leadership and Customers that they have the expertise and ability to satisfy their needs. This includes sustaining operations while managing risks and continuous improvements to remain competitive.
APQP & Control Plans
Advanced Product Quality Planning (APQP) and Control Plans serves as a Project Management approach to reduce the complexity of product quality planning for customers and suppliers to meet performance, schedule, and cost requirements.
Professionals that benefit from training in the Core Tools includes those in Project Management, Engineering, Manufacturing, Quality Assurance, etc.
Teams that have these competencies can successfully manage their key processes. This provides confidence to their Leadership and Customers that they have the expertise and ability to satisfy their needs. This includes sustaining operations while managing risks and continuous improvements to remain competitive.
APQP & Control Plans
Advanced Product Quality Planning (APQP) and Control Plans serves as a Project Management approach to reduce the complexity of product quality planning for customers and suppliers to meet performance, schedule, and cost requirements.
- APQP defines the required inputs and outputs of each stage of the product development process.
- Control Plans summarize the identified process and product parameters required to maintain process control and product conformity.
- The new 7-Step Approach for developing FMEAs (a paradigm shift in thinking)
- Significantly revised Severity, Occurrence and Detection (SOD) Tables.
- The new Action Priority (AP) methodology and Tables to prioritize Risks as High (Shall), Medium (Should), Low (Could) to mitigate and which actions based on the AP and SODs will achieve it
- New supplemental Monitoring System Response (MSR) FMEA for safety related monitoring systems
- New Form Sheets (spreadsheet users) and Software Report Views (software users) for use with the 7-Step Approach
- Note: Some Manufacturers are also promoting the use of Machinery FMEAs as part of Total Productive Maintenance (TPM) / Risk Management.
Mark Lindsey, QCTS Instructor & CSSBB, CMQ/OE, CQE, CQA
QC Training Services provides workshops to give you the foundational knowledge you need to grow your expertise in AIAG Core Tools. Contact us at 952-746-5725 or email us here. We also can provide you a quote for a week-long AIAG Core Tools Series. If you need help, please email me. – Anish Shah, QCTS President & CQE