
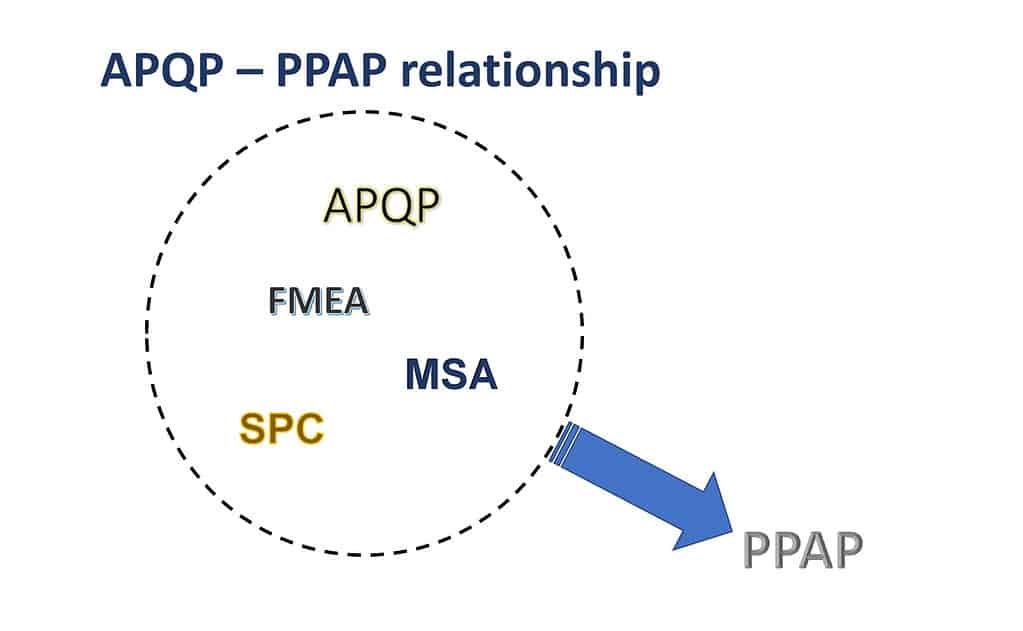




APQP with Control Plan

Core Tools Bundle

Design of Experiments (DOE)

Failure Mode and Effects Analysis (FMEA)

Measurement Systems Analysis (MSA)

MINITAB Fundamentals

Production Part Approval Process (PPAP)

Root Cause Analysis (RCA) with CAPA
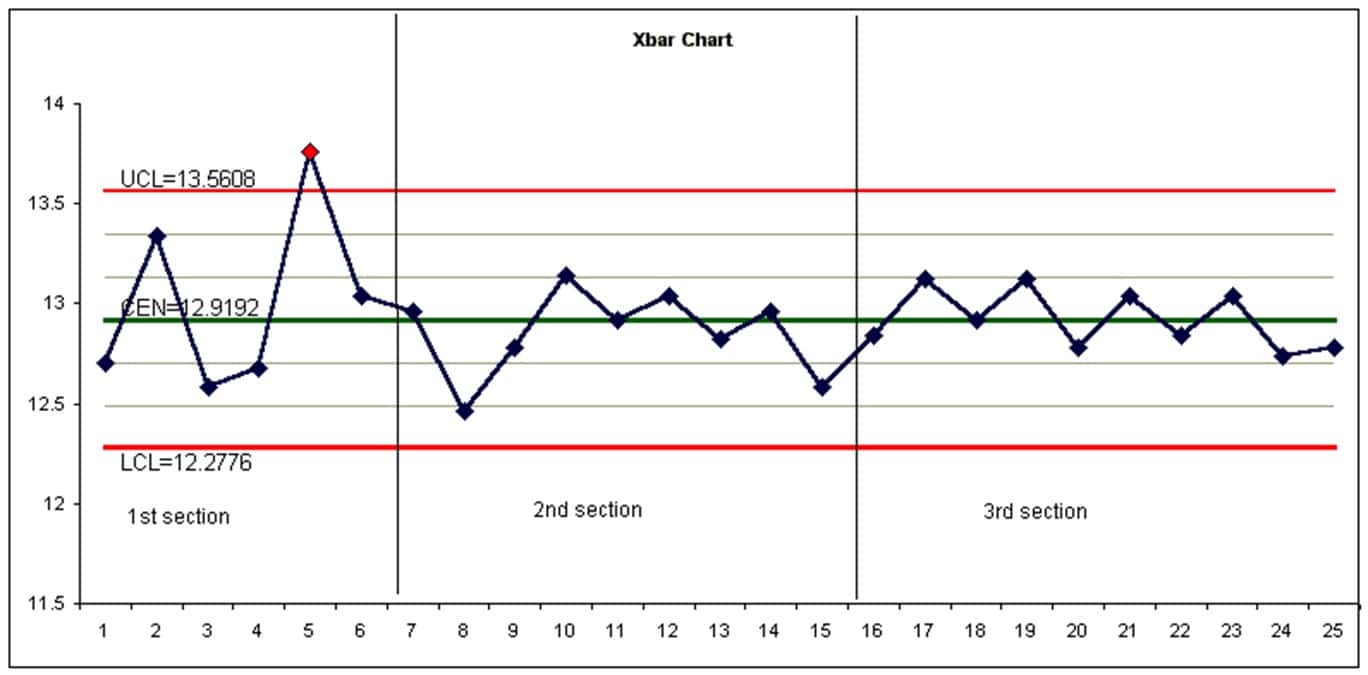
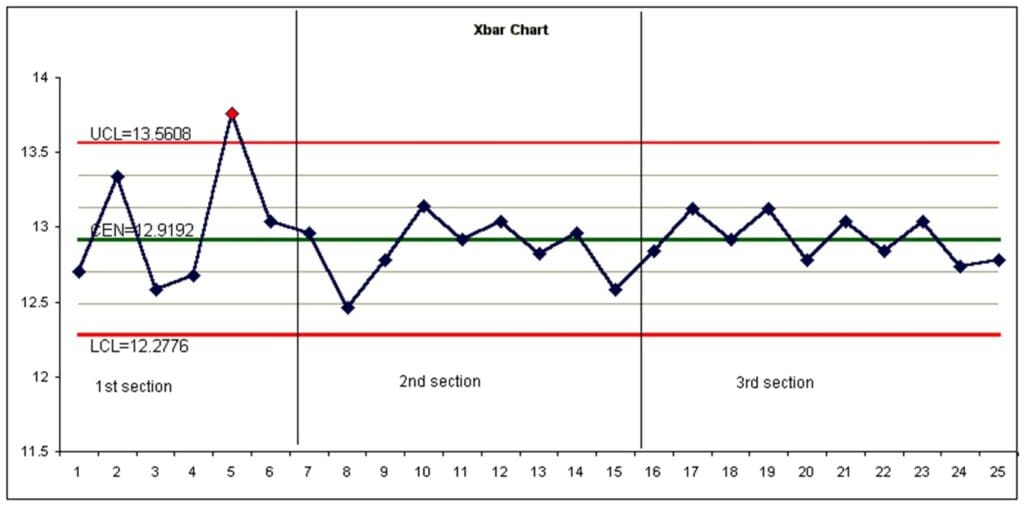
Statistical Process Control (SPC) – Basics

Statistical Process Control (SPC) – Basics and Beyond
