Understanding the dimensional metrology systems hierarchy is essential for quality control professionals seeking the right measurement technology for their specific applications. This comprehensive guide presents a clear progression from the simplest, most intuitive gauging instruments to highly sophisticated automated systems, helping you navigate the dimensional metrology systems hierarchy with confidence.
Dimensional Metrology Systems Hierarchy: A Complete Breakdown
Below is the complete dimensional metrology systems hierarchy—arranged from the simplest, easiest-to-use instruments to the most complex, highly integrated systems. When exploring the dimensional metrology systems hierarchy, note that “ease of use” refers to how straightforward it is for an operator to set up, calibrate, and run the device—with simpler systems generally being manual or semi-manual, and the most complex requiring specialized environments and extensive training.
The Seven Levels of the Dimensional Metrology Systems Hierarchy
Listed in order from Easiest to Most Complex
- Gauging Instruments and Hand Tools
- Basic Probing and Sensing Devices
- Surface and Form Measurement Systems
- Optical and Vision Measurement Systems
- Coordinate Measuring Machines (CMMs)
- Specialized Inspection and Measurement Systems
- Computed Tomography (CT) Systems
Supporting all levels of the dimensional metrology systems hierarchy are Data Acquisition and Interface Modules, which add system-level complexity.
Detailed Analysis of Each Level in the Hierarchy
Level 1 – Manual Gauging Instruments and Hand Tools
The foundation of the dimensional metrology systems hierarchy
Examples:
- Calipers (digital, dial, or vernier)
- Micrometers (including specialized types such as blade, tube, or pitch-diameter)
- Height gauges, feeler gauges, plug/Go–No-Go gauges
Why They’re Simple:
- Minimal setup and no computer integration
- Intuitive, manual operation with immediate analog or digital readouts
- Require very little training for basic inspections
Limitations:
- Operator-dependent and subject to human error
- Limited in capturing complex 3D data
- Lower accuracy/resolution compared to automated systems
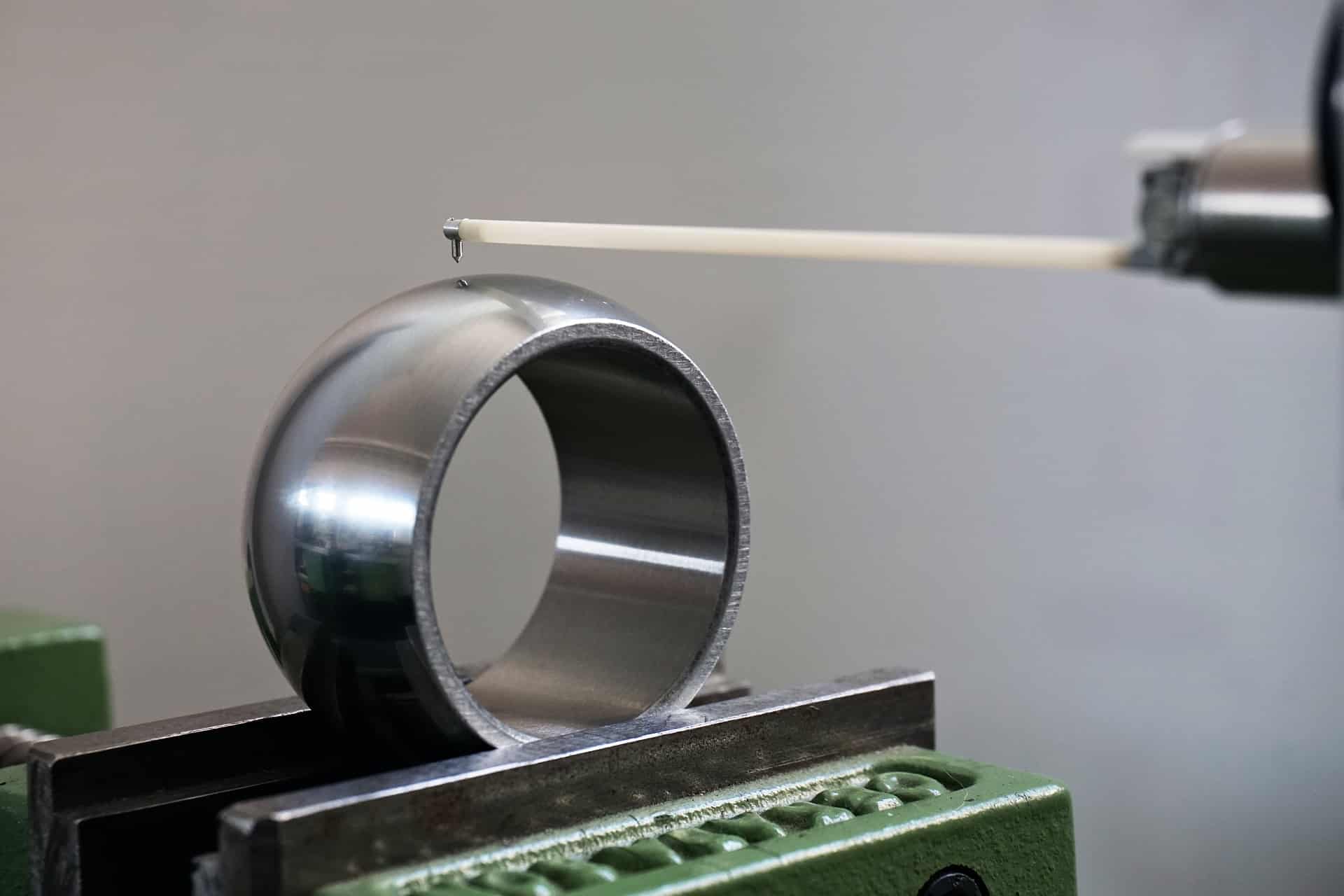
Level 2 – Basic Probing and Sensing Devices (Standalone Probes)
Moving up the dimensional metrology systems hierarchy with semi-automated data capture
Examples:
- Simple tactile (trigger) probes
- Basic non-contact laser or optical sensors used as standalone devices
Why They’re Relatively Simple:
- Often used in conjunction with simple digital readouts or basic data loggers
- Provide more precise point measurements than manual tools
- Easy to integrate into rudimentary inspection setups
Limitations:
- Still require careful handling and calibration
- Not a full measurement system on their own—they’re typically part of a larger device
Level 3 – Surface and Form Measurement Systems
Mid-range solutions in the dimensional metrology systems hierarchy
Examples:
- Contact profilometers (stylus-based)
- Non-contact surface roughness testers and form testers
Why They’re a Moderate Step Up:
- Designed for detailed surface analysis with dedicated software for data capture
- Often have a simple user interface once calibrated
- Can be used as standalone systems for quality control
Limitations:
- Calibration can be more involved than hand tools
- Typically specialized for one type of measurement (e.g., roughness) rather than full 3D geometry
Level 4 – Optical and Vision Measurement Systems
Advanced non-contact solutions
Examples:
- Vision coordinate measuring systems (VCMMs)
- Automated optical comparators and digital microscopes with metrology software
- Laser displacement or structured light scanners
Why They’re More Complex:
- Offer fast, non-contact measurements and can capture both geometry and surface texture
- Require calibration for ambient light, lens distortions, and other optical effects
- Often integrated with software that automates data processing and analysis
Limitations:
- More sensitive to environmental factors such as lighting and surface reflectivity
- Increased reliance on software, which can add complexity in setup and maintenance
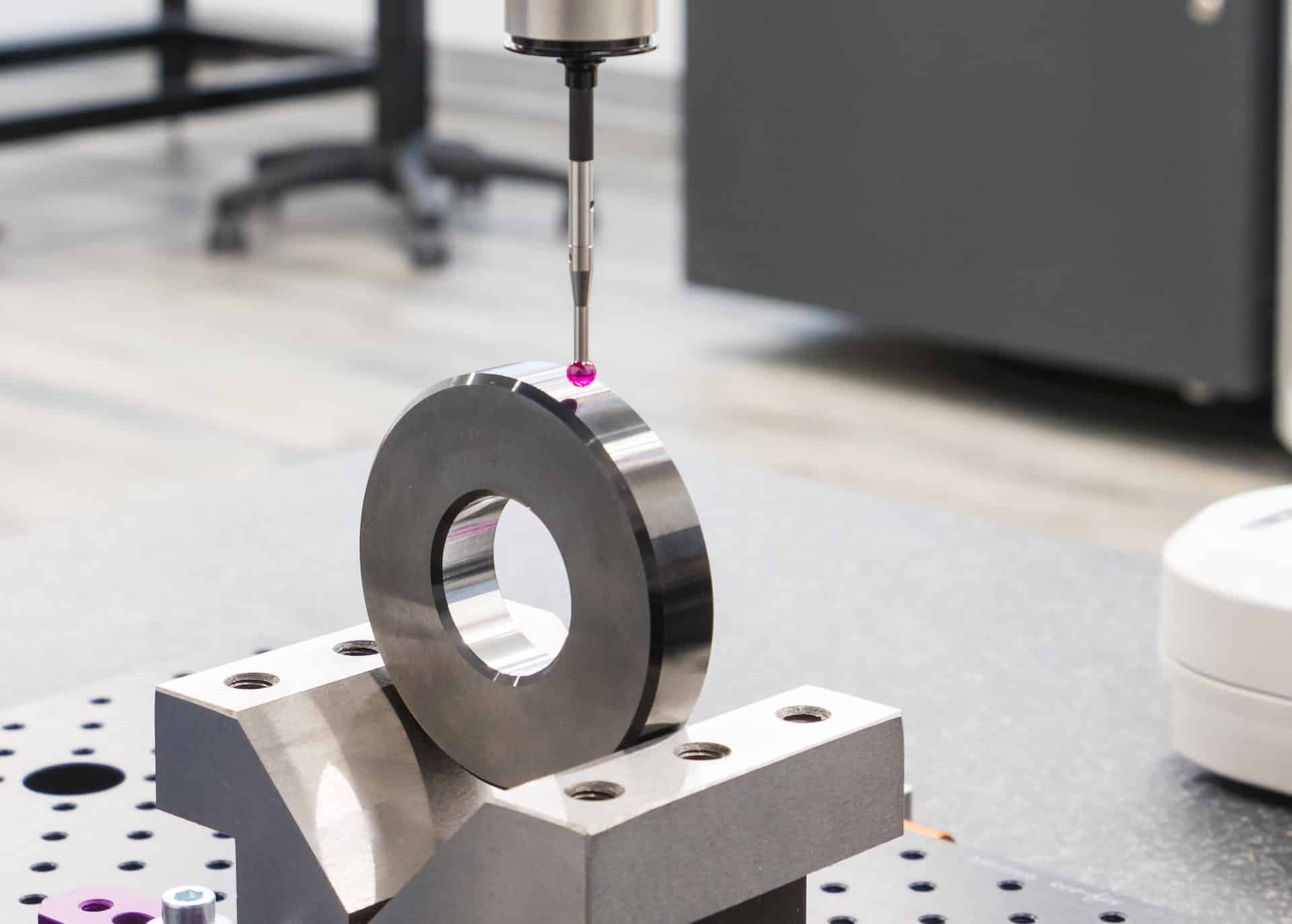
Level 5 – Coordinate Measuring Machines (CMMs)
Comprehensive 3D measurement solutions
Examples:
- Fixed-bed bridge, gantry, or horizontal CMMs
- Portable articulated arm CMMs
Why They’re More Complex:
- Feature multi-axis motion control and require dedicated, controlled environments
- Involve intricate calibration procedures and require trained operators
- Integrated with advanced software for data analysis, CAD comparison, and tolerance verification
Limitations:
- High initial cost and ongoing maintenance
- Setup and operation are more time-consuming than simpler systems
- Sensitive to environmental factors like temperature and vibration
Level 6 – Specialized Inspection and Measurement Systems
Niche applications
Examples:
- Dedicated gear or shaft measurement systems
- Computer vision-based inspection systems
- Digital microscopes combined with advanced measurement software
Why They’re More Complex:
- Optimized for very specific tasks requiring customized hardware and software
- Often integrate multiple measurement methods (optical, tactile, laser)
- Require specialized training and configuration to operate effectively
Limitations:
- Less versatile outside their intended niche applications
- Higher cost and maintenance due to specialized components
- Integration with other production systems can be challenging
Level 7 – Computed Tomography (CT) Systems
The apex of the dimensional metrology systems hierarchy
Examples:
- X-ray CT scanners used for reverse engineering and internal defect detection
Why They’re the Most Complex:
- Combine sophisticated X-ray imaging with computer reconstruction algorithms
- Require dedicated facilities, extensive operator training, and stringent environmental controls
- Produce very large volumes of data that demand advanced processing software
Limitations:
- Extremely high cost and long measurement times compared to other methods
- Complex setup and safety considerations (e.g., radiation management)
- Not typically used for routine measurements due to their specialized nature
Supporting Technologies Across the Dimensional Metrology Systems Hierarchy
Data Acquisition and Interface Modules
Critical support systems throughout the dimensional metrology systems hierarchy
Role in the Hierarchy:
- Provide the digital integration, data logging, and real-time reporting capabilities for measurement systems
- Their complexity increases as they must interface with multiple types of sensors and instruments
Note:
- While not ranked directly as measurement devices, these modules add to the overall complexity of a complete metrology solution and require sophisticated IT infrastructure and support.
Selecting Your Position in the Dimensional Metrology Systems Hierarchy
This dimensional metrology systems hierarchy reflects a progression from straightforward, manual measurement methods (ideal for quick, routine inspections) to highly sophisticated, automated systems that require significant technical expertise and environmental control.
When determining where your organization should operate within the dimensional metrology systems hierarchy, consider these factors:
- Required measurement accuracy and repeatability
- Part complexity and geometry
- Production volume and throughput requirements
- Available technical expertise
- Environmental constraints
- Budget considerations
Understanding your place in the dimensional metrology systems hierarchy is the first step toward implementing an effective quality control strategy that balances cost, capability, and operational requirements.